Heat Solutions for Plastics from Freek - 26.09.2013
HeatWorks magazine is pleased to present this pre K 2013 show interview and synopsis about
Freek process heating solutions for the plastics industries worldwide
(Adrian Lunney. In: HeatWorks 10, September 2013, pages 24 - 27; Publisher: Ceramicx Ireland Ltd.)
What do plastics moulders most like about dealing with Friedr Freek? What do they most like about your products?
Four general heating technologies in plastics injection moulding can be distinguished for nozzle-based heating – and all are available at Freek.
- Simple is the best solution: reflection tube heaters, particularly as they offer an attractive performance-price ratio
- Heat sink element solutions: ideal for smallest processing windows - patent pending involving the smart function of the axial slit
- Pressed-in heat solutions, involving elements with round, square section/surface profiles: even, braided, segmented / 3D bending expertise also available
- Cartridge heater solution, popular in flat in-line nozzles

shown with round or square
sections, straight or angled
exits, extra slim cartridges
are available for flat in-line
nozzles
What about manifold heaters?
For manifold heating, tubular heaters are the heater type of choice:
Here Freek puts its faith in standard tubular heaters with even tube surface. These are titled Base-flex, Nickel-flex and Super-flex – this latter will be new at K 2013.
These three general types are distinguished by their tube material which provides the different attributes of the heaters with regard to ductility, formability, heat conductivity or corrosion resistance.
Alternative competitor products also use braided or segmented hoses pressed onto ordinary tubular heaters. These are easier to bend as just the thinner core heater offers resistance but for the same reason it can't be as powerful as our flexible tubular heater.
Additionally Freek offers miniaturised tubular manifold heaters in cross sections dia. 3,3mm or 3,0 x 3,0mm (for tightest applications).
Besides some very clear strengths in plastics heating for moulders Freek also benefits from very strong partnerships in silicone/foil heating as well as IR heating – key partner, of course, Ceramicx!

What have been the main areas for Freek product development since K 2010 i.e. heating solutions for plastics molders and for other kinds of companies?
Heat sink nozzle heaters are now supplied by Freek as an alternative to reflection tube nozzle heaters - our trusted long-term best seller!
There are basically two points of view in the market today. One is typically used to the former cast-in heater variety, hence swearing on the benefits of the successor heaters - using copper, brass and other heat-sink materials. These features help eliminate heat inhomogeneity wherever and why ever it may occur.
The other approach tries to distribute the generated heat very accurately by creating special coiling patterns or implementing cold sections into the heater. The suppliers of this approach judge heat-sink materials as contra-productive. However, Freek testing found merit and benefit in both approaches. Both of these principal solutions perform perfectly well, but only if the engineering is done correctly.
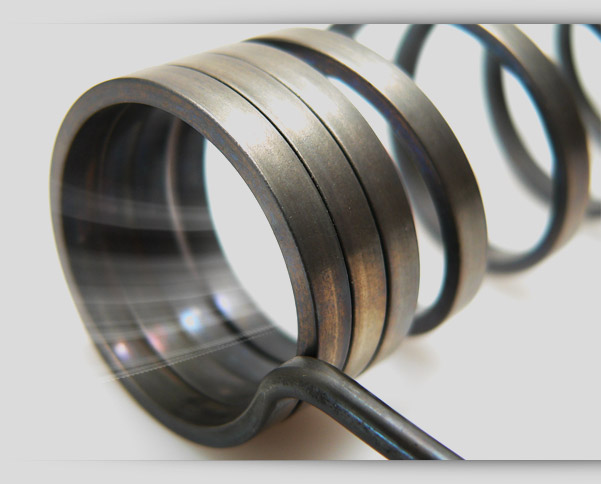
Our own Freek heat sink solution is patent pending because of two tricky ideas involved: State-of-the-art heaters are either closed or slit. If they are slit, the slit is for clamping, hence it mustn't be wound over by the element. In that event it is very difficult to concentrate heat on the extremities of the heat-sink element as the heater can only be wound in a meandering pattern, and not allowed to place tracks side by side as minimum bending radii is a very limiting factor.
On the other hand, a closed specimen with tight cylindrical windings can often get stuck to the nozzle and can't be disassembled without being destroyed.
The Freek solution therefore uses the slit not for clamping but only for preventing the heater from sticking to the nozzle. And even if the heater got stuck chemicals or force can be applied easily along the slit. Using the slit in this way clearly enables a cylindrically tight over-winding, hence a best possible heat concentration where needed.


SMA clamps "ThermoLock"
Efficient heat transfer to the injection nozzle or whatever object to be contact heated always depends on a perfect fit. Unfortunately this fit is at risk in the operating mode, and especially during heat-up, when the temperature gradient between heater and object is highest.
The natural heat dilatation causes the heater to grow faster than the object loosening the fit. As the resulting clearance normally does not spread evenly over the surface but shows up as a local gap or buckles. Critical hot-spots may occur, in the worst case destroying the heater, and at least reducing it's lifetime. There are many measures in the market to avoid the problem, but none of them as smart and simple as the Freek SMA solution.
Similar to bi-metals, shape memory alloys (SMAs) behave contrary to normal metals and tighten their fit when heated. But different to bi-metals this tightening effect is no linear function of temperature but similar to digital. This means that in its cold state the SMA clamp is loose and in the hot state it stays tight.
Unfortunately the devil is in the detail: The general effect with such state-of-the-art alloys to date has only been stable up to 300 °C. With our own research partners we succeeded to shift this border line up to 400 °C. However, this is still not enough for a robust heavy-duty application where technical plastics with steadily higher processing windows are moulded. Anyway, scientists are optimistic as there is a lot of current research on high-temperature SMA in progress. Apart from that, valuable side-effects of this long-term research project has been the development of heaters that trigger SMA actuators where direct heating is not possible or doesn't make sense.
Continuous improvements in process and quality of our series production - Freek Xtreme and Freek Miniaturisation.
For more than 10 years Freek has concentrated on two development routes labelled Xtreme and Micro. While the latter led to nozzle heater elements with sections as tiny as 1,0 mm or 1,8 mm with tandem spiral or integral thermocouple the Xtreme route pushed border lines forward in regard to moisture, high-voltage or corrosion resistance. Today's Freek HotMicroCoil heaters lead the market by some distance both with regard to electrical needs, as well as dimensional figures and tolerances.
Steady incremental achievements have been the key to technology leadership. It remains part of Freek's credo not to waste valuable resources with patent application procedures. As a relatively small company we do not have the global market research and reach to reliably detect infringement, much less the power to pursue law suits all over the world. From time to time, however, Freek has applied for patents, simply to safeguard access to certain product ideas or research fields. Our project success rate speaks for itself.
What trends does Freek notice in the general and global plastics manufacturing market for heating solutions?
- Performance requirements become ever more extreme and wire-wound resistance alloy heaters are often in the front line for solutions.
- There is continuous research on alternative heater materials such as ceramics, carbon or conductive inks.
- Other research deals with the utilization of resistance alloys in alternative forms other than ordinary formed wire or tape. Keywords here are etched foil or thick film heaters.
- The problem with all the alternatives to resistance-based heating is to transform ideas into reliable, affordable, and practical products.
It is one thing to apply voltage to a material and to take pleasure from recognizing it gets warm. It's quite another thing to make an industrial heater of it; one that keeps the same heating effect reliable for years without any decline, aging, wear or tear. Pilot heaters of that type often have problems getting established in large scale. Very often they are inflexible with regard to design changes and small quantities – they are also often very fragile and not practical for industrial applications where heater handling and (dis)assembling does not have much to do with accompanying manuals and instructions. Finally due to the sophisticated technologies involved such heaters have their price which most market players are reluctant to pay, especially when looking at the in truth little benefits they offer in comparison to our trusted wire wound heaters.
What new products is Freek launching at K 2013?
- New variants of our heat sink nozzle heater line
- New appealing surface finishes of our trusted reflection tube heaters
- Super-flex tubular heaters with new sheath material combining the softness of Ni-flex and the formability of Base-flex heaters at a most attractive price
- Various 3D formed samples of our smallest tubular specimen
- Miniaturisation achievements on various heater types to demonstrate the possibilities
- Xtreme options all across the range to demonstrate the possibilities
- Various research achievements implemented into our series heaters (graphs and figures will be available at the booth in slide shows and test reports)

What particular heat products for plastics manufacturing is Freek showing at K 2013?
- Hot-runner heaters for nozzles, manifold and bushing: HotMicroCoils, cartridge heaters, tubular heaters
- HotMicroCoil variants: heat sink elements, reflection tube elements, clamped or clad elements, not to forget just straight or pre-bent elements with wall thickness's from 1,0 mm up to 4,0 mm in round, square or rectangular section.
- State-of-the-art PET heaters on a state-of-the-art hotrunner, an exhibit on loan from an acknowledged market player.
- Full range of bendable tubular heaters with round or square sections from 3 x 3 mm (resp. dia. 3,3 mm) up to 8 x 8 mm (resp. 8,5 mm).
- Full assortment of standard and special cartridge heaters from dia. 4 to 20 mm.

Remember - come and see us at the K 2013 exhibition, Düsseldorf, October 16 - 23 !
Read the article about Freek on pages 24 - 27 in the 10. "HeatWorks" issue here.

older article newer article