Herschel earns its spurs - Helping form the perfect sheet - 19.02.2016
HeatWorks readers will know that earlier this year, Ceramicx Ltd together with Trinity College Dublin (TCD) signed a technology licensing agreement to build and market a test instrument to map the previously invisible IR heat spectrum.
HeatWorks magazine takes stock of the advances made since then...
Weco International - Ceramicx's US distributor - is the first sales channel for the new machine and immediately after the TCD agreement, the machine was christened "The Herschel" and went on show at the triennial exhibition for the US plastics industry, NPE 2015, Orlando Florida. Reason? The Herschel has immediate benefits to offer the world of plastics thermoforming – both for inline and cut sheet production.
The Ceramicx Herschel is a scientific tool for characterizing the infrared heat flux spatial distribution in three dimensional spaces. To date it is the only machine of its kind in the world to offer this service.
Large US inline thermoforming customers and OEM manufacturers have been shown how the Herschel creates 3D maps of the Infrared heat radiation. US thermoforming machinery builders such as Modern Machine were shown how the Herschel can dispense with the black art of thermal estimation and instead introduce pinpoint accuracy in machine design, based upon the true and actual heat needs of any plastics thermoforming system.
The Herschel utilizes a robotic arm, linear stages, control and acquisition software and infrared heat flux sensors along with other instruments to map the IR heat flux distribution in any system. Sensors, robotics; thermocouples, data acquisition and mathematical analysis software all work together in providing figures that give the thermoformer - and the designer of any industrial system – the wherewithal to optimize the energy demands in the system.
These figures can be tweaked further; taking into account the precise nature of the effect of IR heat radiation on a variety of target bodies - including all varieties of polymer sheet. All of these have different properties and performance characteristics when subjected to different kinds of IR heat radiation; short, medium and long wavelength.
Ceramicx founder and director Frank Wilson says that 'our new Herschel takes the thermo out of thermoforming and puts it under the microscope: It analyses the heat work component in any system so that all outputs and manufacturing decisions may be appropriately measured, predicted and supported. The practical result of this work is that thermoforming companies may design and lower their energy needs with confidence, thereby cutting the carbon footprint of all products made.'
In addition Ceramicx is able to use the Herschel to design and create ever more bespoke IR heating systems for the needs of different thermoforming companies. The company is also able to use the Herschel to measure and compare the performance of competitor heating systems.
The small size of the sensor and the accurate positioning of the robot allow excellent resolution when it comes to heat flux mapping of industrial scale equipment and facilitates the measurement of everything from the energy efficiency of heaters to the amount of energy that would reach a target in real application.
Empirical IR heat measurement is key to progress in thermoforming. 'In the past, for example, there was no reliable way of knowing the IR heat distribution from arrays of heaters for thermoforming, since you could not 'see' the heat. Now, we can use the Herschel to see the IR heat and how it spreads in 3D space. This has opened up a whole new world in terms of our understanding of IR heating systems and how to properly design them for specific targets.'
He adds that 'there are actually no limits to these targets; all manner of polymer-based products from vending cups to sports shoes; composites; glass; automobile brake discs; printing; textiles; food - the Herschel can be deployed anywhere where predictive IR heat measurement and heat design is needed.'
The revived North American manufacturing sector is now currently leading the uptake for many of these scenarios – not only in thermoforming platen design and build, but also in terms of heat analysis and test work for OEM and blue chip brand manufacturers.
Some of the savviest OEMs – in automotive, packaging, sports goods - are very interested indeed in getting IR heat testing into their process and in looking at the heat performance of various kinds of thermoformed polymer sheet. Depending on the application and need, some thermoforming polymer sheets are a better fit-for-purpose than others. Others still may offer more cost-effective use when matched with the right heat sources.
The Herschel is able to empirically test and rate the alternatives one against each other – providing thermoforming manufacturers with a scientific rationale for decision making.
And not only can the Herschel determine the heat performance of different grades and thickness of polymer sheet – tested one against another – it can also assess the performance of different kinds of IR heater when applied to a single material specification. In other words, the material under test stays the same – the quality of IR heat and heater is changed.
A recent experiment at Ceramicx, for example, saw a programme of testing a polyurethane TPU sheet material coated with an EVOH barrier layer. The client wished to understand the performance of the material under different kinds of IR heater – and the Herschel was able to oblige.

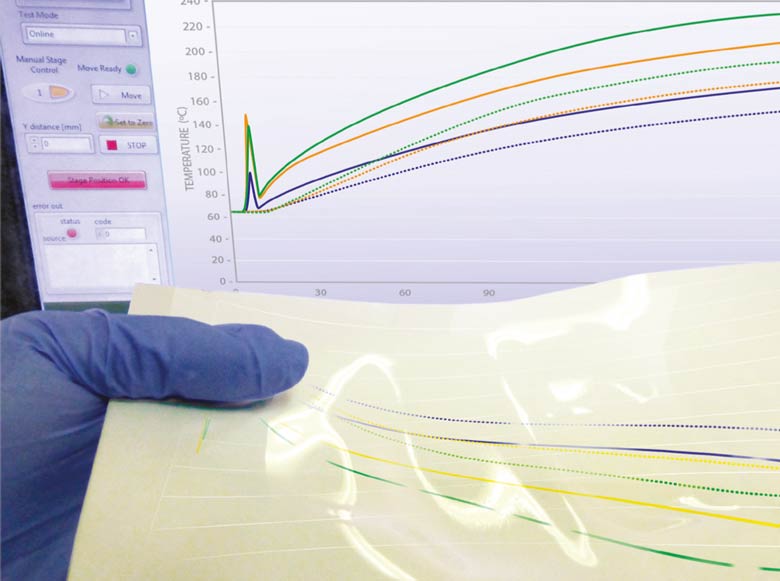
The experiment was designed and structured around the Herschel and a Ceramicx designed 'sandwich tester'. The test was conducted using the sandwich tester as shown in the picture.
The sandwich tester is an advanced material thermal response testing machine. Various type of infrared emitters can be mounted at two positions, facing vertically up and down. This ensures that the tested material can be heated from the top and/or the bottom. Four non-contact optical pyrometers were used to determine the top and bottom surface temperature of the tested material. The emitters are allowed to warm up to their operating temperature and the material is then brought under the emitter(s) for a predetermined period of time.
In the first material test the transparent material sample was tested using four types of Ceramicx IR emitters, ceramic emitter (FTE 1000 W), quartz medium emitter (FQE 1000 W), quartz halogen tube emitter (QHM 1000 W) and black hollow ceramic emitter (black FFEH 1000 W) respectively.
The material was not preheated and was heated from a top emitter only. The target temperature at the bottom surface of the material was set to be 200 °C.
All tests were conducted for a maximum of 150 seconds. There were two emitter types that can achieve the target temperature of 200 °C (392 °F) at the top and bottom surface within the time constraint.
The quartz medium emitter (FQE 1000 W) was the best performing out of the four types of IR emitter. It heated up the bottom surface of the material to 200 °C after 130 seconds.
The black hollow ceramic emitter (black FFEH 1000 W) came second in terms of performance. It was able to heat the bottom surface of this material to the target temperature after 142 seconds.
The ceramic emitter (FTE 1000 W) came third in terms of performance. It cannot heat the bottom surface to the target temperature within the predetermined time period. The final temperature achieved was 187 °C after 150 seconds test.
The quartz halogen tube emitter (QHM 1000 W) was the worst performer of the four types of emitter employed for these tests. The bottom surface cannot be heated to the target temperature, neither as the top surface.
The results show that the test material in this particular case absorbs medium and long wavelength infrared radiation better than short wavelength infrared radiation. It's important to note that other materials and polymeric formulations would behave differently. It's simply that for this particular material these IR emitters are ranked in this way.
The quartz medium emitter works particularly well with the material having a specific thickness of 1.95mm. The black hollow ceramic emitter has also demonstrated its effectiveness in heating this material. However, it takes 12 seconds longer than the quartz medium emitter to achieve the target temperature at the bottom surface. The improved efficiency of the black hollow ceramic emitter leads to a better performance in comparison with the standard ceramic emitter.
There is also an approximate 15 °C in difference between using the standard ceramic emitter and the best-performing quartz medium emitter at when the quartz medium emitter heated the material to the target temperature (130 seconds). The quartz halogen tube emitter performs the worst of all the IR emitters tested. The bottom surface temperature reached at the end of the test using a quartz halogen tube emitter is approximate 8 °C lower than using a quartz medium. This represents a significant deficiency in terms of heating performance.
In any kind of plastics thermoforming the question of pre-heating the sheet (whether cut or inline must be considered). A test programme of pre-heating was therefore organised in relation to this material and the performance of the four IR emitters.

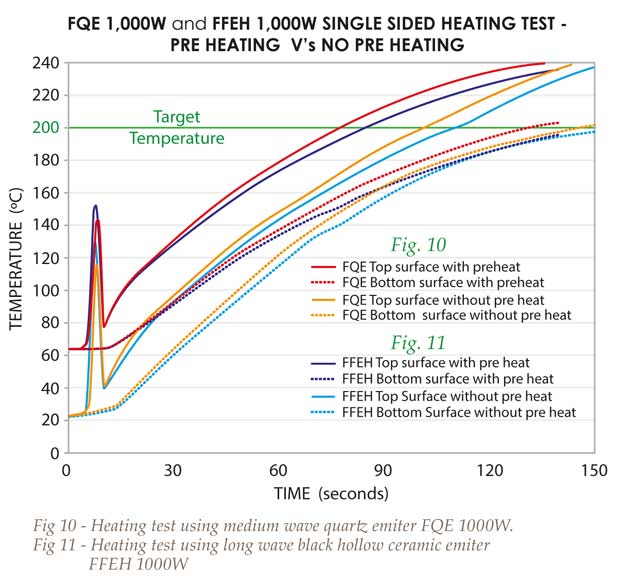
(Figure 10) shows that the preheating process helps the bottom surface achieve the target temperature quicker than without applying the process. It takes 124 seconds for the preheated material to reach the target temperature. This represents an improved 6 seconds (4.6%) in cycle time on this A4 size material sample, rather than 130 seconds required to achieve the same temperature without applying the preheating process.
The size of the actual heated material could be significantly larger than the tested sample. The distance between the emitter and the heated material could also be larger than 100mm, the optimal heating distance, which was used for all tests demonstrated.
Therefore, the heating period required is also likely to be longer, this 4.6% in cycle time saving can be transferred into a more significant reduction in energy consumption, and thereafter cost saving. For an example, a platen might be built with 200 pieces of quartz medium emitters (FQE 1000 W) installed for heating this material.
The normal operation time (without preheating) is assumed to be 10 hours per day. If a 4.6% in cycle time saving is taken when the preheating process is conducted, this can result in a total yearly energy saving of some 23,920kWh. The savings can therefore be substantial. Figure 11 shows the preheating process also contributes an improved temperature cycle time using a black hollow ceramic emitter. It is also approximately 7 seconds (4.9%) faster for the bottom surface of the preheated material sample to reach the target temperature than the non-preheated material sample.
All in all the TPU coated material was tested by Ceramicx and the Herschel through three scenarios:
The material was heated to the target temperature (200 °C, 392 °F) from the ambient temperature (approximate 22 °C, 72 °F) using four types of Ceramicx IR emitters, ceramic emitter (FTE 1000 W), quartz medium emitter (FQE 1000 W), quartz halogen tube emitter (QHM 1000 W) and black hollow ceramic emitter (black FFEH 1000 W).
The material was preheated to 65 °C (150 °F) in a testing oven, and then heated to the same target temperature using the same four types of IR emitters.
The material was elevated for 30mm, therefore the heating distance was reduced from 100mm to 70mm. The tests were conducted using a quartz halogen tube emitter (QHM 1000 W) only.
In the first two heating tests, the quartz medium emitter (FQE 1000 W) and black hollow ceramic emitter (FFEH 1000 W) were able to heat the bottom surface of the material in order to achieve the target temperature.
In the third test, despite the reduction in heating distance the quartz halogen emitter was unable to heat the bottom surface to the required target level.
In short, this set of experiments was able to empirically demonstrate the optimum parameters for thermoforming this material, including types and design of IR emitters; preheating conditions and typical heater distance from the target material.
As the 21st Century advances the applied science of IR heating will develop from a relative infancy to a more informed and mature outlook. IR-based heating is very often misunderstood and often misapplied in manufacturing. Comparing temperature with radiation, for example, is a very common mistake in industry.
The new Herschel instrument from Ceramicx is intended to help remedy many of these situations, can creative predictive production parameters that reduce cost and carbon footprint and that can also dispel many IR heating myths.
Read the article on pages 1 - 3 in the 15. "HeatWorks" issue here.

older article newer article